
Simulation
Top Mill & Top Turn
Both TopMill and TopTurn permit programming of comprehensive 2½ D milling processes in any desired machining planes on machining centers with up to 5 axes (milling with axes X, Y, Z and 2 of A, B, C; turning with axes Z, X and C, Y, B including counter-spindle). In addition, TopTurn can be used to program 2-axis turning with all turning machining cycles. Mekams can be used to convert programs of single-channel turning machining centers into programs for multi-channel machining centers.
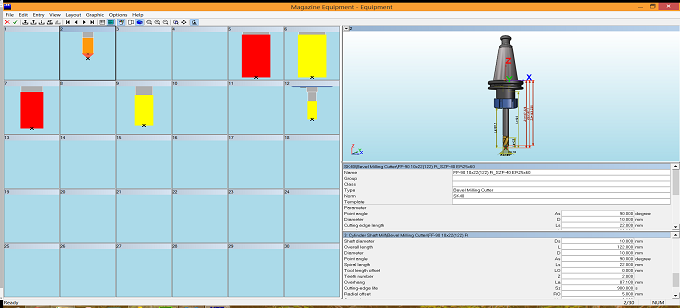
Fast Set-up & Tooling
The workpiece to be machined is defined in an easy-to-follow dialog, together with the chucking devices and a tool magazine allocation plan. Apart from being able to select the standard raw shapes cube, cylinder, tube and n-edged body, the user can import a pre-shaped workpiece from a workpiece file or as an STL -format import file with chucking depth, orientation and position on the machine table. The standard chucking devices provided include machine vises and chucks with 2 to 4 jaws of various types (stepped, prismatic and/or soft) as well as a modular chucking system.
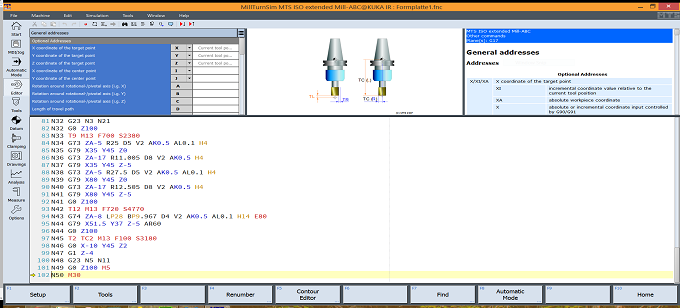
Programming
The TopTurn and TopMill offer different jobshop programming modes. It is possible to switch over from any of these modes to another while programming in order to suit the task at hand. These modes are: Interactive programming, Use of an NC editor, Dialog mode programming, Use of a geometry editor, and Teach-in operation.
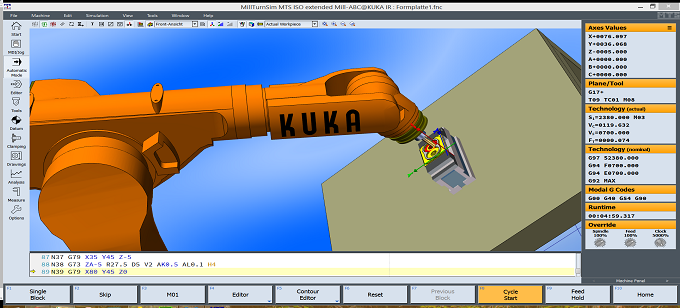
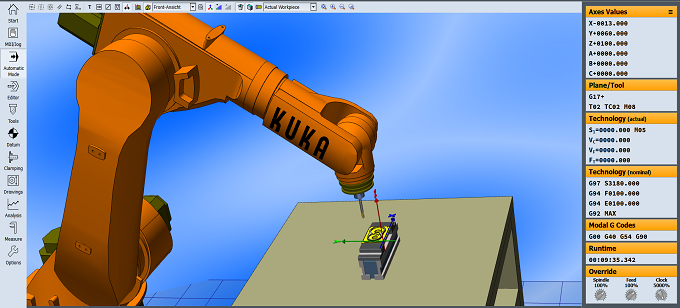
Automatic Mode & Simulation
In automatic mode, NC programs can be simulated in continuous sequence or block by block in real time with override function, or in an accelerated test run. Dynamic simulation is displayed graphically in two dimensional or optionally three dimensional views. The manufacturing, feed and tool usage times as well as the volume of workpiece material removed by machining are calculated concurrently.